0 руб
Оформить заказ54. Концы шпинделей агрегатных станков (ГОСТ 13876-87, ИСО 2905-74)
Стандарт распространяется на концы унифицированных шпинделей под переходные регулируемые втулки, оправки и фрезы для силовых головок, сверлильных, расточных, и фрезерных бабок, шпиндельных коробок и насадок, предназначенных для выполнения сверлильно-расточных, фрезерных и резьбонарезных работ на отдельных или встраиваемых в автоматические линии агрегатных станках, а также на концы шпинделей под цанги малогабаритных силовых головок.
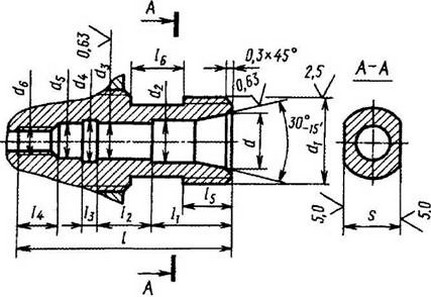
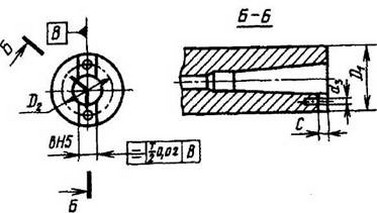
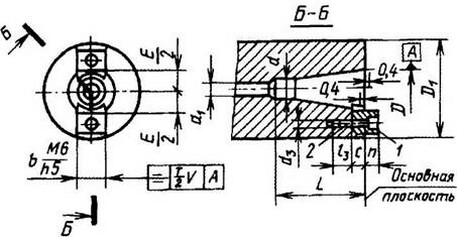
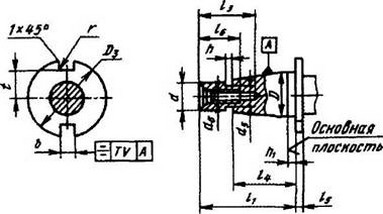
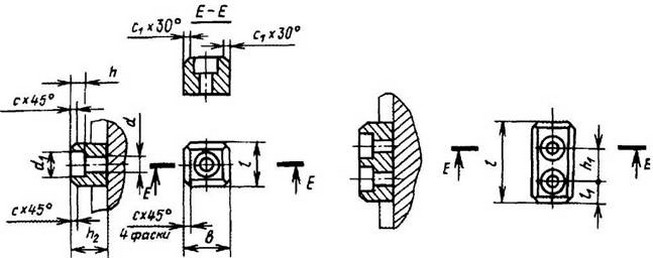
Концы шпинделей под переходные регулируемые втулки
Размеры, мм

* Радиус закругления r шпоночных пазов - по ГОСТ 23360-78.
d | d1 | d2 | d3 | d4(поле допуска 6Н) | d5 | l | l1 | l2 | l3 | l4 | l5(пред. откл.) ±0,1 | l6 | b | d+t1 (пред. откл.) ±0,1 | |
Поле допуска | не менее | Номин. | Поле допуска | ||||||||||||
Н7 | f7 | ||||||||||||||
8 | 15 | 8,6 | 3,5 | М4×0,7 | 14,4 | 46 | 40 | 35 | 8 | - | 16 | 25 | 2 | С11 | 9 |
10 | 18 | 10,6 | 5 | М5×0,8 | 17,4 | 60 | 52 | 48 | - | 22 | 32 | 3 | 11 | ||
12 | 20 | 12,6 | М6×1 | 19,2 | 33 | 13 | |||||||||
16 | 25 | 16,6 | 6 | М8×1 | 24 | 85 | 74 | 70 | 21 | 34 | 47 | 5 | D10 | 17,3 | |
20 | 32 | 20,6 | 31 | 90 | 77 | 73 | 21,3 | ||||||||
25 | 37 | 25,6 | 8 | 36 | 100 | 85 | 80 | 10 | 23 | 38 | 53 | 6 | 26,7 | ||
28 | 40 | 28.6 | М10×1 | 39 | 29,7 | ||||||||||
36 | 50 | 36,6 | 10 | М12×1,25 | 49 | 128 | 106 | 101 | 12 | 28 | 45 | 62 | 8 | 37,7 | |
48 | 67 | 48,6 | 12 | 66 | 152 | 129 | 123 | 14 | 40 | 57 | 74 | 10 | 50,1 | ||
60 | 90 | 60,8 | 18 | М16×l,5 | 88,6 | 172 | 150 | 140 | 20 | 30 | 60 | 90 | 16 | 63,6 | |
80 | 110 | 80,8 | 22 | 108,6 | 190 | 170 | 158 | 25 | 20 | 84,3 | |||||
Примечания:
1. Концы шпинделей d = 48 и 60мм допускается изготовлять с размером l1 = 105мм вместо указанного в таблице при соответствующем уменьшении размера l2.
2. Размеры d + t1, указанные в таблице для концов шпинделей d = 20 и 36мм. по согласованию с потребителем допускается заменять соответственно па 21,9 и 38,6мм.
Увеличение размера l
d, мм | Приращение, мм | Число ступеней |
8 - 12 | 4 | 12 |
14 - 30 | 5 | 15 |
25 - 28 | 5 | 20 |
36 - 48 | 6 | 20 |
60 - 80 | 10 | 12 |
Размер lконцов шпинделей шпиндельных насадок для силовых головок с плоскокулачковым приводом подачи пиноли, а также концов шпинделей указанных силовых головок допускается принимать не менее 50мм.
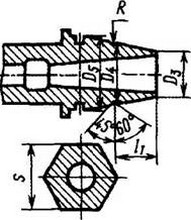
Концы шпинделей под цанги
Размеры, мм
D* | d(пред. откл.-0,1) | d1(поле допуска) | d2 | d3(поле допуска Н6) | d4 | d5 | d6 (поле допуска 7H) | l | l1 | l2 | l3 | l4 | l5 | l6 | S (пред. откл. -0,2) |
3 | 9 | М12×1,25 | 6,2 | 6 | 6,5 | 5 | М4 | 32 | 12 | 8 | 2 | 6 | 7 | 8 | 10 |
6 | 15 | М22×1,5 | 10,2 | 10 | 10,5 | 9 | М8 | 50 | 20 | 12 | 3 | 10 | 10 | 10 | 17 |
10 | 18 | М30×1,5 | 14,2 | 14 | 14,5 | 13 | М12 | 60 | 26 | 15 | 3 | 12 | 15 | 12 | 22 |
*D - наибольший диаметр сверла, закрепленного в цанге.
Гайки для концов шпинделей под цанги
Размеры, мм
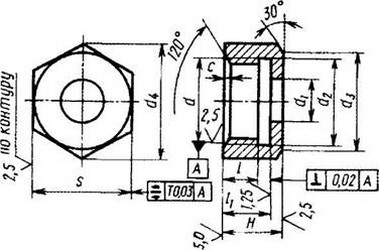
D* | d (поле допуска 7H ) | d1 | d2 | d3 | d4, не менее | Н | l | l1 | S (поле допуска h11) | с |
3 | M12×l,25 | 6 | 12,5 | 18 | 21,1 | 10 | 6 | 8 | 19 | 0,6 |
6 | M22×l,5 | 11 | 22,5 | 25 | 31,2 | 14 | 8 | а | 27 | 1,0 |
10 | М30×1,5 | 15 | 30,5 | 34 | 40,3 | 20 | 12 | 16 | 36 | 1,0 |
*D - наибольший диаметр сверла, закрепленного в цанге
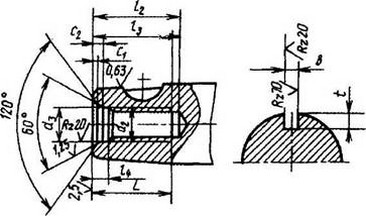
1. Допускается изменение размера d1 за зоной размещения резьбовых отверстий d4 (см. табл. 54).
2. Допускается изготовление концов шпинделей под переходные регулируемые втулки:
с окнами для удаления инструментов;
с двумя резьбовыми отверстиями d4 под стопорные винты, одним из которых должно быть среднее;
с размером d1 на одну ступень больше, чем указано в табл. 54 для данного размера d;
с местной выемкой или увеличенным размером d2 (взамен d3), достаточными для выхода инструмента при обработке шпоночного паза.
3. Для шпиндельных насадок силовых головок с плоскокулачковым приводом подачи пиноли допускается изготовление концов шпинделей d = 20 ÷ 28мм без резьбовых отверстий d4, с буртом на наружном диаметре и с наружной резьбой на передней части конца шпинделя.
4. Для закрепления в концах шпинделей переходных регулируемых втулок должны использоваться винты с шестигранными или квадратными углублениями под ключ. Винты для отверстий d4 ≤ 10мм допускается изготовлять со шлицем под отвертку.
5. Внутренние конусы Морзе должны проверяться калибрами-пробками 4-й степени точности по ГОСТ 2849-77.
6. Внутренние конусы шпинделей должны соответствовать следующим степеням точности:
для станков классов точности Н и П:
конус Морзе по ГОСТ 2848-75 .........................................................АТ6
конус с конусностью 7 : 24 по ГОСТ 19860-93.................................АТ5
для станков класса точности В:
конус Морзе по ГОСТ 2848-75 ..........................................................АТ5
конус с конусностью 7 : 24 по ГОСТ 19860-93..................................АТ4
7. Неуказанные предельные отклонения размеров: Н14, ±IT14/2
55. Резьбовые концы шпинделей токарных станков (ГОСТ 16868-71)
Стандарт распространяется на резьбовые концы шпинделей токарных и токарно-винторезных станков по ГОСТ 18097-93.
Размеры, мм
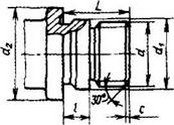
Резьба | d1 (пред. откл. по h6) | d2 (пред. откл. по h12) | L | l | с | |
d | шаг | |||||
М39 | 4,0 | 40 | 50 | 35 | 14 | 2,0 |
М45 | 4,5 | 48 | 60 | 40 | 15 | |
Резьба - по ГОСТ 24705-81. Допуски на резьбу - по среднему классу точности спосадке 6g ГОСТ 16093-81.
Проточка узкая - по ГОСТ 10549-80.
Канавка для выхода шлифовального круга - по ГОСТ 8820-69. Допускается взамен канавки выполнять переходный радиус 1,5мм.
56. Концы шлифовальных шпинделей с наружным базирующим конусом (ГОСТ 2323-76)
Стандарт распространяется на концы шлифовальных шпинделей с наружным базирующим конусом для посадки фланцев шлифовального инструмента.
Размеры, мм
Тип 1

Тип 2
Допускается уменьшение не более чем в 2 раза длины фасок с1 и c2 центрового отверстия с углом 60°.
Направление резьбы должно быть противоположным направлению вращения шпинделя.
Длину L разрешается увеличить в 1,25 раза.
Сегментные шпонки - по ГОСТ 24071-80. Допускается применять призматические шпонки по ГОСТ 23360-78, но при этом ширина паза b должна соответствовать указанной в табл. 54.
D | d | d1 | d2 | d3 | L | l | l1 | l2 | l3 | l4 | t | b (пред. откл. пo P9) | с | c1 | с2 | |
Тип 1 | Тип 2 | |||||||||||||||
10 12 | - | Мб М8 | М5 М6 | 5,5 5 | 10 12 | - | 10 12 | 14 17 | 12 15 | 3,0 3,5 | - | - | 0,2 0,3 | 0,15 | 1,0 1,2 | |
16 20 | М10 М12 | М8 | 8,5 | 16 20 | 18 | 24 | 22 | 4,5 | 0,6 | 0,2 | 2,0 | |||||
25 32 | 16 19 | М16 | М10 М12 | 10,5 12,5 | 25 32 | 16 20 | 24 | 35 | 32 | 6,0 | 5,5 6,0 | 3 4 | 1,0 | 0,6 0,8 | 4,0 | |
40 50 | 22 25 | М24 | М16 | 17,0 | 40 50 | 25 32 | 36 | 45 | 42 | 8,0 | 7,2 7,8 | 5 6 | 1,6 | 1,0 | 5,0 | |
65 80 | 28 32 | М3б×3 | М24 | 25,0 | 65 80 | 40 50 | 50 | 65 | 62 | 11,0 | 8,8 10,5 | 6 8 | 1,6 2 | 1,6 | 6,5 | |
100 125 | 38 | М48×3 | - | - | 100 125 | - | 65 80 | 60 | - | - | - | - | 10 | 2,0 | - | - |
Примечание.
Предельное отклонение для размера t, равного 5,5; 6,0мм, должно быть +0,2мм; для t, равного 7,2; 7,8; 8,8; 10,5мм – +0,3мм
57. Концы шпинделей сверлильных, расточных и фрезерных станков (по ГОСТ 24644-81 в ред. 1992г.)
Концы шпинделей с конусами Морзе и метрическими. Исполнение 1 - для сверлильных и расточных станков при установке хвостовика инструмента с лапкой; исполнение 2 - для сверлильных и расточных станков при установке хвостовика инструмента с резьбовым отверстием.
Исполнение 3
Исполнение 4
Исполнение 3-е метрическим конусом и торцовой шпонкой для расточных станков.
Обозначение конуса шпинделя | Dl, | D2, не менее | с,не менее | d1, не менее | b (Н5) | |
Метрический | М120 | 220 | 180 | 40 | М10 | 40 |
М160 | 320 | |||||
Исполнение 4-е внутренним конусом Морзе и одновременно с наружным конусом с конусностью 7 : 24 для координатно-расточных станков.
2 | 7 : 24 | 31,84 | 32,8 | 42 | 18 | 1,5 | 36 |
3 | 48,33 | 50,0 | 60 | 20 | 50 |
Концы шпинделей с наружным укороченным конусом Морзе В10, В12, В18 - по ГОСТ 9953-82 для сверлильных станков.
Концы шпинделей с конусностью 7 : 24
Исполнение 5
Исполнение 6

Исполнение 5 с конусами от 30 до 70 - для сверлильных и рас точных станков и с конусами 30, 40, 45, 50 - для фрезерных станков.
1 - шпонка; 2 - винт по ГОСТ 11738-84
Исполнение 6 - с конусами 30, 40, 45, 50, 55 - для расточных и фрезерных станков.
Исполнение 7

Исполнение 8

Пример условного обозначения конца шпинделя исполнение 1 с конусом Морзе I.
Конец шпинделя 1-IК ГОСТ 24644-81;
То же, исполнение 1 с метрическим конусом 80;
Конец шпинделя 1-8ОМ ГОСТ 24644-81;
То же, исполнение 5 с конусом 30, конусностью 7 : 24;
Конец шпинделя 5-30 ГОСТ 24644-81.
Исполнение 7 с конусом 60 - для расточных и фрезерных станков.
Исполнение 8 - с конусами от 65 до 80 - для расточных и фрезерных станков.
Размеры, мм
Обозначение конуса | D1 | D2 (js12) | e | d (H12) | d1, не менее | d2 | d3 | |||
Ряды | ||||||||||
1-й | 2-й | 3-й | 4-й (h5) | |||||||
30 | - | 50 | 70 | 69,832 | 54,0 | 0,15 | 17,4 | 17 | М10 | М6 |
40 | - | 65 | 90 | 88,882 | 66,7 | 25,3 | М12 | |||
80 | 90 | |||||||||
45 | 80 | 90 | 100 | 101,600 | 80,0 | 32,4 | 21 | М8 | ||
100 | ||||||||||
50 | 100 | 110 | 125 | 128,570 | 101,6 | 0,2 | 39,6 | 27 | М16 | М10 |
125 | 160 | |||||||||
55 | 160 | - | 150 | 152,400 | 120,6 | 50,4 | М20 | |||
60 | 200 | - | 220 | 221,440 | 177,8 | 60,2 | 35 | |||
250 | 220 | |||||||||
70 | 250 | - | 335 | 335,000 | 265,0 | 0,25 | 92,0 | 42 | М24 | М12 |
320 | - | |||||||||
65 | - | - | - | 280,000 | 220,0 | 0,25 | 75,0 | 42 | М20 | М12 |
75 | 400,000 | 315,0 | 0,32 | 114,0 | 56 | М24 | М20 | |||
80 | 500,000 | 400,0 | 140,0 | 56 | M30 | |||||
Продолжение табл. 57
Обозначение конуса | l1, не менее | l2, не менее | l3 | с | m, не менее | n | E/2, неменее | b | Винт(поз. 2 ) | h1 | ν |
30 | 73 | 16 | 9 | 8,0 | 12,5 | 8,0 | 16,5 | 15,9 | М6×16 | - | 0,03 |
40 | 100 | 20 | 16,0 | 23,0 | |||||||
45 | 120 | 13 | 9,5 | 18,0 | 9,5 | 30,0 | 19,0 | М8×20 | |||
50 | 140 | 25 | 18 | 12,5 | 19,0 | 12,5 | 36,0 | 25,4 | М10×30 | 0,04 | |
55 | 178 | 30 | 25,0 | 48,0 | |||||||
60 | 220 | 38,0 | 61,0 | 22 | |||||||
70 | 315 | 36 | 24 | 20,0 | 50,0 | 20,0 | 90,0 | 32,0 | М12×45 | 30 | |
65 | 265 | 36 | 25 | 16,0 | 38,0 | 16,0 | 75,0 | М10×30 | 28 | 0,05 | |
75 | 400 | 56 | 30 | 25,0 | 50,0 | 25,0 | 108,0 | 40,0 | M12×45 | 42 | |
80 | 500 | 63 | 30 | 31,5 | 50,0 | 31,5 | 136,0 | М16×60 | 58 |
1. Размер D - по ГОСТ 15945-82.
2. 1-й и 2-й ряды - для сверлильных и расточных станков. Для 1 и 2-го рядов значения d3 не регламентируются.
3. 3-й ряд - для фрезерных станков. Значения D2 даны для 3-го ряда. Для 1 и 2-го рядов значения D2 выбирать по конструктивным соображениям из таблицы.
4. Для станков с ЧПУ резьбовые отверстия d2 допускается не применять.
5. По согласованию с потребителем допускается изготовлять концы шпинделей с размером D1 по 4-му ряду.
6. Допускается изготовлять шпиндели, в том числе координатно-расточных станков, с одним или двумя выступами с размерами шпонки n и b по таблице.
7. Допускается увеличение длины винта и размеров с и l3до значений, определяемых расчетом.
8. Для станков с автоматической сменой инструмента размер L не регламентируется.
Хвостовики инструментов. По ГОСТ 24644-81 хвостовики инструментов изготовляют с конусами Морзе и метрическими, исполнения 1 - 3 - для сверлильных и расточных станков, исполнение 4 - для фрезерных станков. Также изготовляют хвостовики инструментов с конусностью 7:24 исполнения 5 для сверлильных, расточных и фрезерных станков (табл. 57а).
57а. Хвостовики инструментов с конусностью 7 : 24 (ГОСТ 24644-81)
Исполнение 5
Размеры, мм
Обозначение конуса хвостовика инструмента | D3 | d (а10) | d5 | d6 | h | h1(пред. откл. ±0,4) | l1 | l3, неменее | l4 | l5 | l6,неменее | t(пред. откл. -0,5) | r, неболее | b (Н12) | V |
30 | 50 | 17,4 | 16,5 | M12 | 3 | 1,6 | 70 | 34 (50) | 50 | 8 | 24 | 16,2 | - | 16,1 | 0,06 |
40 | 63 | 25,3 | 24 | M16 | 5 | 95 | 43 (70) | 67 | 10 | 32 (30) | 22,5 | 1 | |||
45 | 80 | 32,4 | 30 | M20 | 6 | 3,2 | 110 | 53 (70) | 86 | 40 (38) | 29,0 | 19,3 | |||
50 | 97,5 | 39,6 | 38 | M24 | 8 | 130 | 62 | 105 | 12 | 47 | 35,6 | 2 | 25,7 | 0,1 | |
55 | 130 | 50,4 | 48 | 9 | 168 | (90) | 130 | (45) | 45,0 | ||||||
60 | 156 | 60,2 | 58 | M30 | 10 | 210 | 76 (110) | 165 | 59 (56) | 60,0 | |||||
65 | 195 | 75,0 | 72 | M32 | 12 | 4,0 | - | 89 | - | - | 70 | 72,0 | 32,4 | ||
70 | 250 | 92,0 | 90 | M36 | 14 | 300 | 89 (160) | 256 | 16 | 86,0 | |||||
75 | 280 | 114 | 110 | M48 | 16 | 5,0 | - | 115 | - | - | 92 | 104 | 2 | 40,5 | |
80 | 350 | 140 | 136 | 18 | 6,0 | 115 | 132 |
Примечания:
1. Размер D- по ГОСТ 15945-82.
2. В технически обоснованных случаях допускается увеличивать размер D до значений D1по табл. 57.
3. Размеры хвостовиков инструментов и технические требования на их изготовление для станков с ЧПУ с конусами 30 ... 50 по ГОСТ 25827-93. Допускается применять такие хвостовики инструментов к станкам без ЧПУ.
4. Допускается изготовление хвостовиков инструментов с диаметром D = 100мм для конуса 50, D = 160мм для конуса 60.
5. Размеры, заключенные в скобки, при новом проектировании не применять.
58. Шпонки (поз. 1 на эскизе к табл. 57) (ГОСТ 24644-81)
Размеры, мм
Обозначение конуса конца шпинделя | b (h5) | d | d1 | h | h1 | h2 | l, неболее | l1 | с | c1 |
30 | 15,9 | 7 | 12 | 6 | - | 16 | 17 | - | 1 | 1 |
40 | 20 | |||||||||
45 | 19,0 | 9 | 14 | 8 | 19 | |||||
50 | 25,4 | 11 | 17 | 10 | 25 | 26 | 1,5 | 1,5 | ||
55 | ||||||||||
60 | 22 | 46 | 12,0 | |||||||
65 | 32,0 | 32 | 58 | 15,0 | 2,5 | 2,5 | ||||
70 | 13 | 20 | 12 | 30 | 40 | 68 | 19,0 | |||
75 | 40 | 42 | 50 | 86 | 22,0 | |||||
80 | 17 | 26 | 16 | 58 | 63 | 106 | 24,0 |
Примечания:
1. Для станков с ЧПУ допускается увеличивать размеры с1 и h2 на одно и то же значение.
2. В технически обоснованных случаях допускается увеличивать размер lв пределах габарита, определяемого значениями D1, по табл. 57 (исполнения 5-8).
3. Твердость шпонок 36 ... 40 НRСЭ.
Пример обозначения шпонки для конца шпинделя с конусом 30:
Шпонка 30 ГОСТ 24644-81.
59. Диаметры, квадраты н отверстия под квадраты хвостовиков инструментов (ГОСТ 9523-84, ИСО 237-75)
Размеры, мм
Квадраты и диаметры хвостовиков основной серии
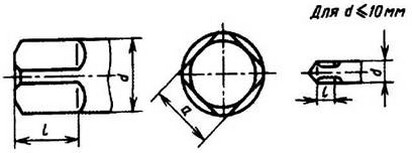
d* | Предпочтительный диаметр | Квадрат | d* | Предпочтительный диаметр | Квадрат | ||||
св. | до | а | l | св. | до | а | l | ||
1,06 | 1,18 | 1,12 | 0,90 | 4 | 10,60 | 11,80 | 11,20 | 9,00 | 12 |
1,18 | 1,32 | 1,25 | 1,00 | 11,80 | 13,20 | 12,50 | 10,00 | 13 | |
1,32 | 1,50 | 1,40 | 1,12 | 13,20 | 15,00 | 14,00 | 11,20 | 14 | |
1,50 | 1,70 | 1,60 | 1,25 | 15,00 | 17,00 | 16,00 | 12,50 | 16 | |
1.70 | 1,90 | 1,80 | 1,40 | 17,00 | 19,00 | 18,00 | 14,00 | 18 | |
1,90 | 2,12 | 2,00 | 1,60 | 19,00 | 21,20 | 20,00 | 16,00 | 20 | |
2,12 | 2,36 | 2,24 | 1,80 | 21,20 | 23,60 | 22,40 | 18,00 | 22 | |
2.36 | 2,65 | 2,50 | 2,00 | 23,60 | 26,50 | 25,00 | 20,00 | 24 | |
2,65 | 3,00 | 2,80 | 2,24 | 5 | 26,50 | 30,00 | 28,00 | 22,40 | 26 |
3,00 | 3,35 | 3,15 | 2,50 | 30,00 | 33,50 | 31,50 | 25,00 | 28 | |
3,35 | 3,75 | 3,55 | 2,80 | 33,50 | 37,50 | 35,50 | 28,00 | 31 | |
3,75 | 4,25 | 4,00 | 3,15 | 6 | 37,50 | 42,50 | 40,00 | 31,50 | 34 |
4,25 | 4,75 | 4,50 | 3,55 | 42,50 | 47,50 | 45,00 | 35,50 | 38 | |
4,75 | 5,30 | 5,00 | 4,00 | 7 | 47,50 | 53,00 | 50,00 | 40,00 | 42 |
5,30 | 6,00 | 5,60 | 4,50 | 53,00 | 60,00 | 56,00 | 45,00 | 46 | |
6,00 | 6,70 | 6,30 | 5,00 | 8 | 60,00 | 67,00 | 63,00 | 50,00 | 51 |
6,70 | 7.50 | 7,10 | 5,60 | 67,00 | 75,00 | 71,00 | 56,00 | 56 | |
7.50 | 8,50 | 8,00 | 6,30 | 9 | 75,00 | 85,00 | 80,00 | 63,00 | 62 |
8.50 | 9,50 | 9,00 | 7,10 | 10 | 85,00 | 95,00 | 90,00 | 71,00 | 68 |
9,50 | 10,60 | 10,00 | 8,00 | 11 | 95,00 | 106,00 | 100,00 | 80,00 | 75 |
* Из числа возможных диаметров в определенном интервале выбирается значение, ближайшее к значению предпочтительного диаметра хвостовика.
Квадраты и диаметры хвостовиков дополнительной серии
Диаметр хвостовика* d | Квадрат | Диаметр хвостовика* d | Квадрат | ||||
св. | до | а | l | св. | до | а | l |
1,06 | 1,12 | 0,90 | 4 | 3,15 | 3,35 | 2,65 | 5 |
1,12 | 1,18 | 0,95 | 3,35 | 3,55 | 2,80 | ||
1,18 | 1,25 | 1,00 | 3,55 | 3,75 | 3,00 | ||
1,25 | 1,32 | 1,06 | 3,75 | 4,00 | 3,15 | 6 | |
1,32 | 1,40 | 1,12 | 4,00 | 4,25 | 3,35 | ||
1,40 | 1,50 | 1,18 | 4,25 | 4,50 | 3,55 | ||
1,50 | 1,60 | 1,25 | 4,50 | 4,75 | 3,75 | ||
1,60 | 1,70 | 1,32 | 4,75 | 5,00 | 4,00 | 7 | |
1,70 | 1,80 | 1,40 | 5,00 | 5,30 | 4,25 | ||
1,80 | 1,90 | 1,50 | 5,30 | 5,60 | 4,50 | ||
1,90 | 2,00 | 1,60 | 5,60 | 6,00 | 4,75 | ||
2,00 | 2,12 | 1,70 | 6,00 | 6,30 | 5,00 | 8 | |
2,12 | 2,24 | 1,80 | 6,30 | 6,70 | 5,30 | ||
2,24 | 2,36 | 1,90 | 6,70 | 7,10 | 5,60 | ||
2,36 | 2,50 | 2,00 | 7,10 | 7,50 | 6,00 | ||
2,50 | 2,65 | 2,12 | 7,50 | 8,00 | 6,30 | 9 | |
2,65 | 2,80 | 2,24 | 5 | 8,00 | 8,50 | 6,70 | |
2,80 | 3,00 | 2,36 | 8,50 | 9,00 | 7,10 | 10 | |
3,00 | 3,15 | 2,50 | 9,00 | 9,50 | 7,50 | ||
* Из числа возможных диаметров в определенном интервале предпочтительным является значение, ближайшее к верхнему пределу.
Поля допусков размеров диаметров и квадратов (ГОСТ 9523-84)
Размер | Поле допуска | |
а (для квадрата) | Хвостовик | h12 (включая погрешность формы и расположения) h11 (рекомендуемый допуск на изготовление) |
d | h9 или h11 | |
Отверстия под квадраты
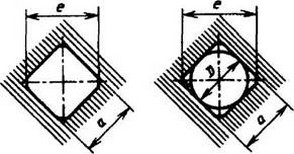
a D11 | l, не мене | D, не более | a D11 | l, не менее | D, не более |
0,90 | 1,24 | - | 9,00 | 11,91 | - |
1,00 | 1,38 | 10,00 | 13,31 | ||
1,12 | 1,56 | 11,20 | 15,11 | ||
1,25 | 1,76 | 12,50 | 17,11 | ||
1,40 | 1,96 | 14,00 | 19,13 | ||
1,60 | 2,18 | 16,00 | 21,33 | ||
1,80 | 2,42 | 18,00 | 23,73 | ||
2,00 | 2,71 | 20,00 | 26,63 | 21,25 | |
2,24 | 3,06 | 22,40 | 30,13 | 23,50 | |
2,50 | 3,42 | 25,00 | 33,66 | 26,50 | |
2,80 | 3,82 | 28,00 | 37,66 | 30,00 | |
3,15 | 4,32 | 31,50 | 42,66 | 33,50 | |
3,55 | 4,82 | 35,50 | 47,66 | 37,50 | |
4,00 | 5,37 | 40,00 | 53,19 | 42,50 | |
4,50 | 6,07 | 45,00 | 60,19 | 47,50 | |
5,00 | 6,79 | 50,00 | 67,19 | 53,00 | |
5,60 | 7,59 | 56,00 | 75,19 | 60,00 | |
6,30 | 8,59 | 63,00 | 85,22 | 67,00 | |
7,10 | 9,59 | 71,00 | 95,22 | 75,00 | |
8,00 | 10,71 | 80,00 | 106,22 | 85,00 |
ГОСТ 9523-84 устанавливает диаметры хвостовиков и размеры квадратов для металлорежущих инструментов с цилиндрическими хвостовиками (развертки, метчики и др.).
Он включает две серии размеров - основную и дополнительную.
В каждой серии приведены размеры квадратов для данного диаметра хвостовика.
Полный диапазон диаметров подразделяется на интервалы, для каждого из которых дается соответствующий стандартный квадрат как .тля основной, так и для дополнительной серии, для использования в тех случаях, когда необходимо более мелкое разделение относительно малых диаметров.
В табл. 59 значения сечений квадратов а и предпочтительных диаметров d приводятся в соответствии с рядом R20 предпочтительных чисел: границы интервалов диаметров являются вспомогательными величинами из ряда R40 предпочтительных чисел.
В основной серии приводятся не только две границы каждого интервала диаметров, но и значение предпочтительного диаметра, соответствующее теоретическому оптимальному отношению а :d = 0,80 стороны квадрата и диаметра хвостовика.
В границах любого интервала это отношение а :d изменяется от 0,75 до 0,85 для основной серии и от 0,80 до 0,85 для дополнительной серии, учитывая только номинальное значение aи d.
Если учитывать допуски на размеры а и d, то отношение не должно быть менее 0,72.
Соответствие настоящего стандарта международному стандарту ИСО 237—75.
Диаметры хвостовиков и размеры квадратов, установленные в настоящем стандарте, полностью соответствуют ИСО 237-75.
В настоящем стандарте по сравнению со стандартом ИСО 237-75 предусмотрены размеры отверстий под квадраты.